抛丸除锈:抛丸磨料钢丸的介绍
抛丸用磨料有很多种材料和形状,以对应不同的抛丸工件和工艺,本书只阐述锌铬涂层技术用球形钢丸。
(1)钢丸化学成分见表1。
表1钢丸化学成分
化学成分/%
碳(C)
锰(Mn)
硅(Si)
硫(S)
磷(P)
0.83~1.20
0.60~1.20
0.50~1.20
≤0.05
≤O.05
硬度
40~50HRC
金相组织
均一的回火马氏体或贝氏体
外形
密度
圆形或近似圆形,畸形率<10%
≥7.2g/cm3
(2)常用钢丸型号与直径对照见表2。
表2常用钢丸型号与直径对照
钢丸型号
钢丸直径/mm
钢丸型号
钢丸直径/mm
S110
S120
S170
Ф0.3
Ф0.3
Ф0.4
S230
S280
S330
Ф0.4~O.6
Ф0.6
Ф0.8
(3)抛丸的定义和原理
①定义。由机械方法获得高速而近距离投射到工件表面上,以进行清除黑皮、氧化膜、毛刺、锈斑等表面清理。
②原理。如图1所示。
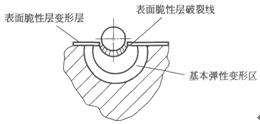
图1抛丸原理
高速钢丸打击工件表面,使其局部变形而产生弹丸压痕,每一个弹丸压痕有如图3—4所示的三层区别明显结构,钢丸打击以后几乎同时产生如下三个作用。
a.对中层塑性区的前、后、左、右和上,从五个方向上瞬间产生压缩变形,并瞬间向表层推动,从而使已经有破裂线的脆性层迅速脱落。
b.几乎又推动弹性产生反弹力,使其获得反弹速度而反弹出去,弹丸压痕三个区域是同时发生和存在的。
c.要使脆性层得到脆性破裂,必须要达到其脆性变形量,因此要求有适当压痕深度,即必须有适量的塑性变形区,三者的厚薄随抛丸目的不同而有差异。一般抛丸清理仅仅要求能破坏其表面附属物,使其脱落,故脆性基体越少越好,因此必须合理选择工艺参数。
(4)钢丸压痕覆盖率
钢丸压痕覆盖率是决定抛丸时间的重要参数,抛丸质量要求钢丸压痕深度达到表面粗糙度,又要求均匀全部覆盖,美国自动工程学会经过大量试验得出如图2所示曲线;从曲线可见要达到100%的覆盖率,时间需约l5min,用读数显微镜观察和计算弹丸压痕覆盖过的和未覆盖的面积比,当达到覆盖率98%时,就当作覆盖率100%;以此时间T值为’基数,延长l.5倍的覆盖率为l50%,延长2倍的覆盖率为200%。
(5)钢丸硬度、密度、反弹性与抛丸清理效果、抛丸速度的关系
①钢丸硬度与抛丸效果的关系。如图3所示。
②钢丸硬度与反弹性关系。如图4所示。
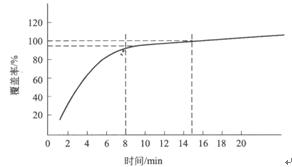
图2钢丸压痕覆盖率与时间曲线
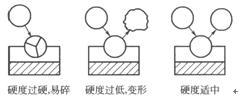
图3钢丸硬度与抛丸效果的关系

图4钢丸硬度与反弹性关系
从图3、图4可以看出钢丸硬度适中,可以大大提高钢丸压痕覆盖率,缩短抛丸时间。
③钢丸密度与寿命的关系。如图5所示。
④钢丸硬度与清理速度成正比,但与寿命成反比,所以钢丸硬度高,抛丸清理速度快,但钢丸寿命短,消耗量大。
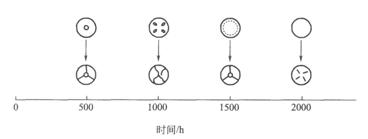
图5钢丸密度与寿命的关系
⑤适宜的钢丸硬度具有优良的反弹性,有利于将工件每个部位能充分抛丸清理,缩短抛丸时间。
⑥钢丸内部缺陷如气孔、龟裂、内缩孔等均影响钢丸使用寿命,并增加消耗量。
⑦密度大于7.4g/cm3钢丸内部缺陷为最小。








技术资料
- 绥化市吊钩式喷砂机_绥化市吊钩式抛丸机_绥化市吊钩式抛丸除锈清理机_绥化市吊钩式喷丸设备提高板材的预加工质量?
- 鄂尔多斯6915钢管除锈抛丸机调试完毕
- 2018发往山东临沂吊钩式378抛丸机
- 通过式抛丸清理机发往胶州的装货现场
- 环保型吊钩式抛丸机发货现场
- 淄博钢结构抛丸机使用现场
- 黄骅悬链式抛丸机客户现场
- 路面抛丸机应用于广州桥面建设
- 履带式抛丸机客户案例现场汇总
- 布袋除尘器-除尘设备
最新资讯文章
- 抛丸除锈机到底有没有用?用过的人说出了大实话
- 矿石打砂清理机到底有没有用?老矿工告诉你真实的使用体验
- 医疗器械抛丸机到底值不值?一个车间主任的心里话
- 悬挂抛丸清理机到底值不值?用过的都懂
- Q326橡胶履带抛丸机到底怎么样?用过的老板都这么说
- 履带通过式打砂机到底好不好用?用了一年实话实说
- 车架除锈机到底有没有用?用过的老师傅都这么说
- 散热片打砂清理机到底能省多少人工?值不值得买?
- 悬挂抛丸除锈机到底好用吗?厂家不会告诉你的3个真相
- 辊道通过式抛丸打砂机到底好不好用?看完你就明白了
